
Оборудование
Подготовка металлической поверхности
Нанесение защитных покрытий
Антикоррозионные материалы САП «БИУРС» и «БИУРС ОС» могут наноситься универсальной отечественной установкой горячего безвоздушного распыления «ГринГаз» ТУ 28.29.22.190-004-58878724-2019, производства ООО «Брим», разработанную совместно с ООО «НПП «БИУРС».


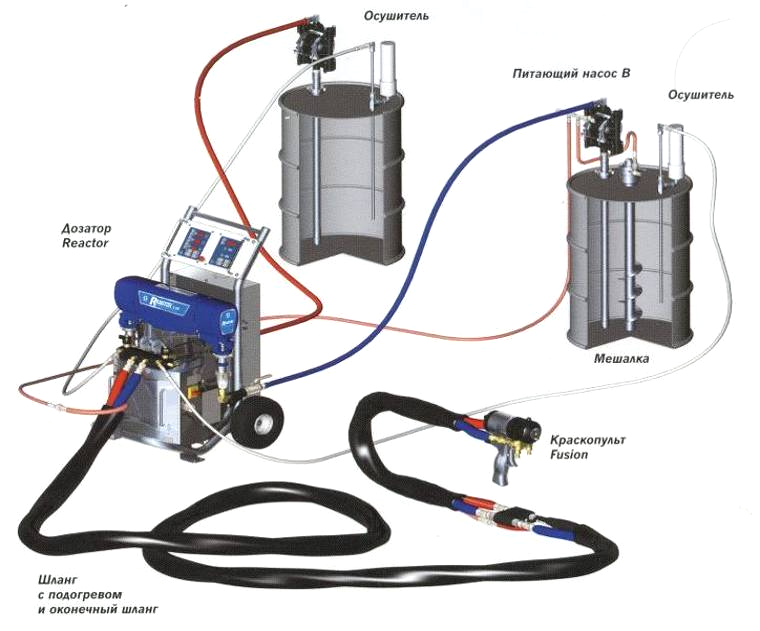
Температура основы и отвердителя, предварительно разогретых до 30-40оС, с помощью встроенных нагревателей и обогреваемых шлангов поддерживается в диапазоне 60-65оС для обоих компонентов. Давление при распылении 100-105 бар. Реакционное время мастики 10-16 секунд. Смешивание компонентов происходит в камере непосредственно перед соплом. Для примера представлена схема установки для горячего безвоздушного распыления Graco «Reactor».
|
|
|
Существует множество вариантов комплектации, отличающихся производителем (Graco, Gusmer, WIWA, Tomac, Gettec, Шквал), системой привода (электрический, пневматический, гидравлический), условиями работы (стационарный, мобильный), производительностью, набором ЗИП и дополнительных устройств. Специалисты помогут подобрать вариант, максимально отвечающий заданным критериям работы.
Приборы для контроля качества работ
В ходе проведения окрасочных и изоляционных работ необходимо осуществлять контроль качества подготовки поверхности, нанесенных слоев покрытия, а после завершения процесса - качества готового покрытия. Кроме того, перед началом работ следует удостовериться в соответствии погодных условий норме. Приборы, применяемые для этих целей: